  |
|
火焰線材噴塗 |
|
火焰噴塗的熱源來自氧氣與燃氣混合燃燒的火焰,線材經火焰中心熔化,再經高壓空氣霧化成細微顆粒及加速帶送吹向底材表面,堆積、凝固形成塗層或膜厚。適用於:機械零件補修、耐磨、鋼構橋樑的防腐蝕防銹、半導體、面板、光電製程模具,金屬藝術品製作。 |
|
|
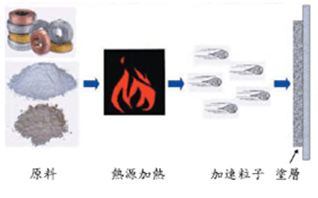
火焰粉末噴塗 |
|
其基本原理同火焰線材噴塗,差異在於送料方式不同,火焰粉末噴塗的材質型態是粉末,所以在材質選擇方面火焰粉末噴塗比較多,因為不是所有的材質都可以做成線材。其所噴塗出來的塗層或膜厚的表面粗度、大小取決於粉末顆粒大小。其塗層的硬度則取決於粉末材質的選用。 |
|
高速火焰噴塗 |
|
高速火焰(HVOF)噴塗技術系統,可進行金屬噴塗,碳化物噴塗和特殊噴塗。該項技術是把噴塗材料以粉末狀態注入高速噴射燃燒的火焰中,其噴射速度可達2000米/秒,燃燒溫度適中(≤3000℃)。高速燃氣一方面使粉末材料的顆粒達到半熔化狀態,另一方面又使粉末材料的顆粒加速運動,將熔化後的粉末材料緊密均勻地附著在被噴塗物體的表面上,與基材物理結合在一起,而基材溫度低於150℃,使基材不發生任何變形。高速火焰適用於:耐磨耗、耐沖蝕、耐高溫、耐腐蝕...等環境,該熔射塗層可非常有效地保護工件,不致受到立即性的破壞,進而延長使用壽命。 |
|
電弧噴塗 |
|
電弧噴塗是利用兩根形成塗層材料的消耗性電極之間產生的電弧為熱源,將消耗性電極絲頂端加熱熔化,經一束或多束壓縮氣體射流將其霧化,並噴射到基體表面而形成塗層的工藝方法。一般適用於:防腐蝕防銹處理、機械加工修補、半導電、面板、光電製程的模具,表面粗化處理。 |
|
|
電漿噴塗 |
電漿噴塗原理,係氣體(氬、氫、氮、氦)離子化之後所產生的高熱現象,換句話說也就是電能激發氣體,轉變為熱能現象,其中心溫度可達30000°k,噴嘴出口的溫度可達 15000~20000°k。焰流速度在噴嘴出口處 可達1000~2000m/s,但迅速衰減。粉末由送粉氣送入火焰中被熔化,並由焰流加速到300m/s的速度,噴射到基體材料上形成塗層。
電漿噴塗優點:1. 超高溫特性,便於進行高熔點材料的噴塗。2. 噴射粒子的速度高,塗層緻密,粘結強度高。3. 由於使用惰性氣體作為工作氣體,所以噴塗材料不易氧化。 |










 客製化公司
客製化公司